6.2 Alternating Current (AC) Arc Welding Fundamentals
|
Several types of ac arc welding machines are used. The different types are:
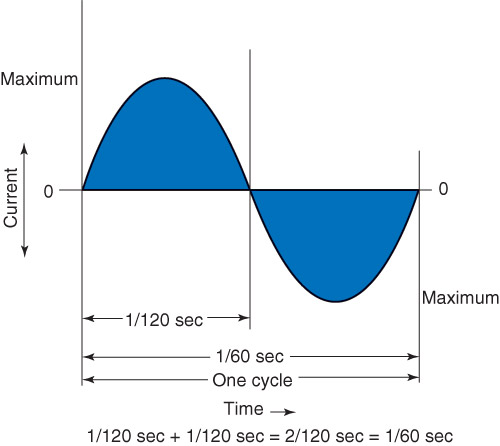
In the United States, the alternating current delivered through a typical outlet reverses its direction of flow 120 times per second. As shown in Figure 6-8, it requires 1/60 of a second to complete a cycle. The current's frequency is measured in number of cycles per second, or hertz (Hz). 1Hz is equal to one cycle per second. The current in the U.S.A. completes 60 cycles per second and is called 60Hz (cycle) current. In most parts of the world, 50Hz current is used. |

Figure 6-5
|
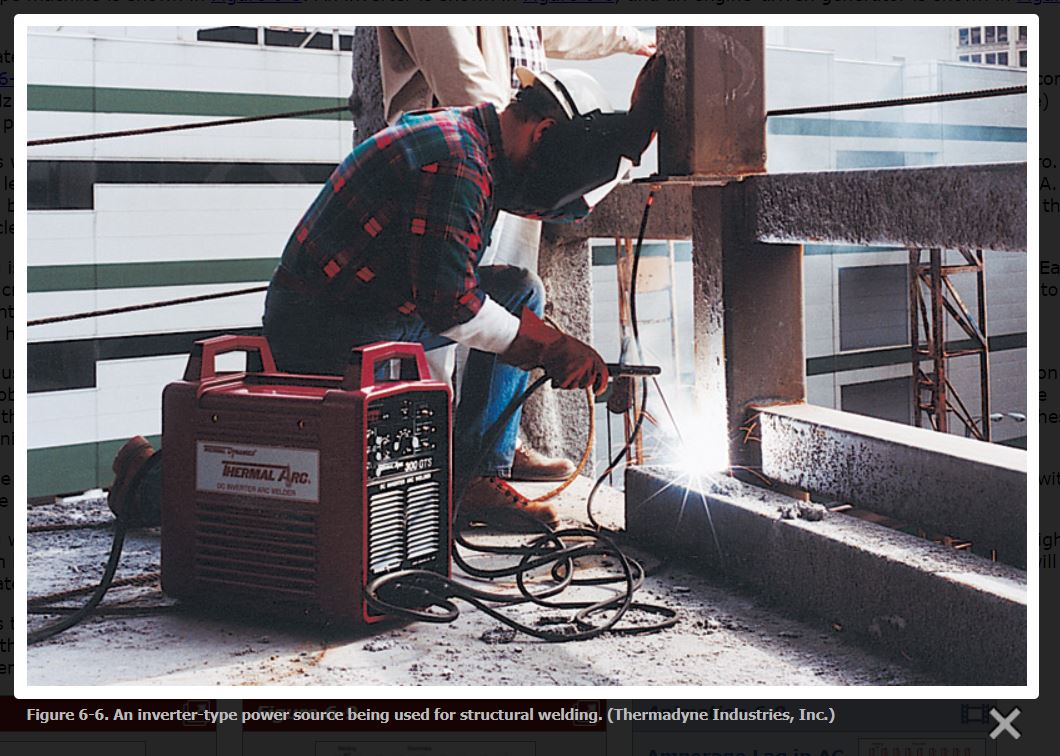

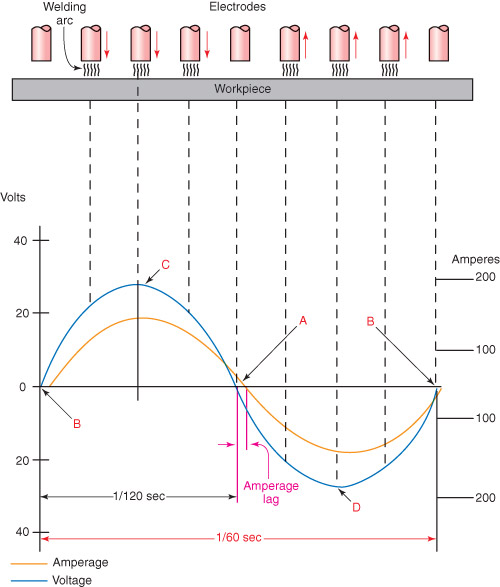
Figure 6-9 shows what happens to the arc in one cycle of a typical ac transformer-type arc welder. The voltage at points A and B is zero. Beginning at the left side of the graph, the voltage builds up to a maximum in one direction to point C, and then back to zero at point A. The voltage then builds up to maximum in the other direction to point D, then back to zero again at point B. This action is repeated at the rate of 60Hz (cycles per second).
When ac welding is performed with 60Hz current, the voltage and current are at zero 120 times each second, as shown in Figure 6-9. Each time the current crosses the zero point, the welding arc momentarily stops. To re-establish the arc, the voltage must increase enough to enable the current to jump the arc gap and maintain the arc. It is important that the voltage passes through the zero value before the current. This will help make the ac arc stable. An ac arc welding machine must be designed to have the voltage lead the current.
When ac welding is performed with 60Hz current, the voltage and current are at zero 120 times each second, as shown in Figure 6-9. Each time the current crosses the zero point, the welding arc momentarily stops. To re-establish the arc, the voltage must increase enough to enable the current to jump the arc gap and maintain the arc. It is important that the voltage passes through the zero value before the current. This will help make the ac arc stable. An ac arc welding machine must be designed to have the voltage lead the current.

Figure 6-8
|

Figure 6-9
|
Another method used to stabilize the ac arc is to increase the ionization of the material in the arc. Ionization is a physical phenomenon in which a particle obtains an electrical charge. These ionized, or charged, particles in the space between the electrode and the workpiece make it easy for the arc to jump the gap. Electrodes that are intended for ac welding have ionizing agents in the electrode covering. These agents help to ionize the materials in the arc gap and help to stabilize the ac arc.
Ac welding can be done only with electrodes that are designed for use with alternating current. If an electrode is not intended for use with ac, the arc will be very unstable.
Welds performed with ac electrodes show good penetration. Larger diameter electrodes are used to increase metal deposition rates. Higher travel speeds can be obtained when large ac currents and large electrodes are used. There is no arc blow when ac welding. Arc blow will be discussed in greater detail later in this chapter.
Figure 6-9 shows the current flow measured in amperes (the orange curve), as related to the voltage, or potential (the blue curve). It should be noted that the voltage leads the current, or the current lags the voltage slightly in time. This slight difference between the voltage and current must be designed into the ac arc welding machine.
Ac welding can be done only with electrodes that are designed for use with alternating current. If an electrode is not intended for use with ac, the arc will be very unstable.
Welds performed with ac electrodes show good penetration. Larger diameter electrodes are used to increase metal deposition rates. Higher travel speeds can be obtained when large ac currents and large electrodes are used. There is no arc blow when ac welding. Arc blow will be discussed in greater detail later in this chapter.
Figure 6-9 shows the current flow measured in amperes (the orange curve), as related to the voltage, or potential (the blue curve). It should be noted that the voltage leads the current, or the current lags the voltage slightly in time. This slight difference between the voltage and current must be designed into the ac arc welding machine.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}